Ограничитель холостого хода сварочного аппарата многие самодельные сварочные трансформаторы на холостом ходу имеют напряжение на вторичной обмотке 40В и более. При проведении сварки в сырых помещениях это напряжение является опасным для сварщика. Ограничить напряжение холостого хода при разорванной цепи сварочной дуги можно с помощью предлагаемого ограничителя, обладающего высоким быстродействием. Ограничитель холостого хода схема которого приведена на рисунке.
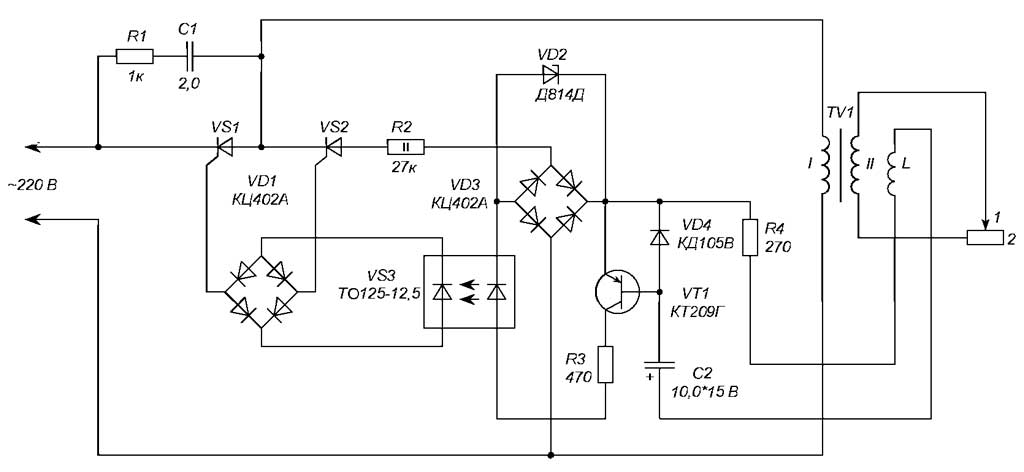
Управление ограничителем осуществляется от датчика L, представляющего собой катушку, намотанную на ферритовом стержне и размещенную возле вторичной обмотки сварочного трансформатора TV1. В цепь первичной обмотки TV1 встречно включены тиристоры VS1 и VS2, а параллельно им-цепочка R1 иС1, которая при разорванной цепи свариваемый предмет электрод ограничивает напряжение на электроде 1 до напряжения менее 12В.
При замыкании электрода 1 на свариваемый предмет 2 в датчике L индуктируется напряжение, которое открывает транзистор VT1. Включается оптронный тиристор VS3 и тиристоры VS1 и VS2. На трансформатор подается полное напряжение сети, зажигается дуга, и идет сварка. После окончания сварки или разрыва дуги напряжение на датчике отсутствует, транзистор VT1 закрывается, отключая VS3, а, следовательно, VS1 и VS2. Напряжение на сварочном электроде менее 12В.
Тиристоры VS1 VS2 типа TЛ-160-6 установлены на радиаторах. Резистор R1 типа ПЭВ-100. Датчик L1 намотан на ферритовом стержне диаметром 8 мм и длиной 100 мм, имеет 250 витков провода ПЭЛ-0,2 мм. В налаживании ограничитель холостого хода сварочного аппарата практически не нуждается. Следует измерить напряжение на стабилитроне VD2. Оно должно быть в пределах 12…13В, если меньше, то надо подобрать сопротивление резистора R2.